
近年来,国内外激光加工技术的发展很快,根据资料显示:仅1996年1月至2002年10月美国有关激光加工的专利就有9 432件,雨我国有关专利只有294件。这说明我国的激光加工技术及其应用的开发还需要进一步地提高。激光加工技术在加工质量、生产效率及经济性方面的优势明显。因此在很多发达国家激光加工已经成为一种定型的加工技术,相应地,激光加工设备制造业也迅猛地发展起来。我国的激光加工技术急需要有更大的突破与更大的发展,这就给国内从事激光加工技术设备研发的相关组织机构带来了新的机遇和挑战。激光焊接技术是激光加工技术中最为活跃的技术。其原理为:
是将高强度的激光束辐射至金属表面,通过激光与金属的相互作用,金属吸收激光转化为热能使金属熔化后冷却结晶形成焊接。激光焊接技术具有焊缝焊接强度高、韧性好、在深冲变形过程中焊缝不变形等优点。因此在国内外被大量地应用于生产实践中。激光焊接作为~种高质量、高精度、低变形、高效率和高速度的焊接方法,随着高功率C2O和高功率的YAG激光器以及光纤传输技术的完善、金属钼焊接聚束物镜等的研制成功,它在机械制造、航空航天、
工业、粉末冶金、生物医学微电子行业等领域的应用越来越广。其主要应用领域有制造业应用、粉末冶金领域、汽车工业、电子工业、生物医学及其他领域。
步进电机作为自动控制系统中常用的执行部件,被广泛应用于工业自动化领域。由于计算机控制技术、微电子技术、信息和自动化技术、数控技术的迅速发展,我国的制造业越来越离不开步进电机的应用。步进电机又称为脉冲电机或阶跃电机,它的应用发展已有大约80年的历史。步进电机的输入信号为脉冲电流,它将输入的脉冲信号转换为阶跃型的角位移或直线位移,因而步进电机可看作是一个串行的数/模转换器。由于步进电机能够直接接受数字信号,而不需数/模转换。所以使用微机控制步进电机显得非常方便。除了此优点之外,步进电机还具有快速启停、定位精度高、惯性小、无累积误差、价格低廉且与计算机接口方便等优点。步迸电机可以在宽广的频率范围内通过改变脉冲频率来实现调速、快速起停、正反转控制等,这是步进电动机最突出的优点。
在步进电机的发展过程中,有多种方案可用来实现步进电机控制系统,主要有3种:第一种是基于电子电路的控制系统,系统一般由3个部分组成:脉冲信号产生电路、脉冲信号分配电路、功率放大驱动电路。这种方案可采用开环控制也可以采用闭环控制,一般功能相对较单一,如需改变控制方案,必须重新设计,因此灵活性不高;第二种是基于单片机的控制方案,由于单片机的强大功能,采用此方案可实现软件与硬件相结合的控制方法,避免了失步、振荡等对控制精度的影响,提高了接口电路的灵活性与通用性,且可以大大提高系统的交互性,因此国内学者对此方案研究较多;第三种是基于PLC的控制方案,此方案的控制系统一般由PLC、环形分配器和功率驱动电路组成。控制系统采用PLc来产生控制脉冲。此系统硬件成本较低,但由于PLc扫描周期的影响,步进电机不能在高频下工作,无法实现高速控制,当速度较高时,相应的控制精度会降低。此外,基于LabVIEw平台的步进电机控制系统的设计,也是近期研究的热点。
作者研究了自动化强激光眼镜加工平台的四轴步进电机控制系统。为了保证激光焊接的质量,要通过自动测量和控制装置使焦点相对于工件表面在光轴方向的位置不变。这就需要一套可靠的步进电机控制系统。文中研制的四轴步进电机控制系统可使得激光焦点位置控制与激光加工系统直线轴(算一),一z)控制一体化,使光头运动轻便灵活,而且焦点位置在任何时刻都精确可知,避免了光头与加工空间中未知的其他物件发生意想不到的碰撞而使光头损坏。基于此控制系统的激光焊接加工机床数控系统具有面向用户、操作方便,具有更好的可维护性和可扩展性等特点。
该激光焊接加工机床的多轴步进电机控制系统主要由5个部分构成:机械设备、被控步进电机、步进电机驱动单元、智能运动控制卡以及编程/操作接口软件。利用实验室已有的西化仪科技有限公司(武汉)的CNC2000数控卡及其配套软件、步进电机驱动器、步进电机、精密加工移动平台及PC机等构建一套多轴步进电机控制系统。CNC2000数控卡以其通用性及对用户的透明在业界内享有声誉,在许多场合都得到了广泛的应用。借助于DSP数字信号处理器,一块CNC2000数控卡可以独立或联动控制四轴步进电机,用户可以自由选择恒定加速、曲线加速或两者的组合。
在实际的开发过程中,将CNc2000数控卡的4个通道分别连接到x、y、z和1个辅助的四转轴步进电机驱动器上,采用输出脉冲和方向电平模式来驱动步进电机,实现步进电机的正转、反转和加减速,从而控制加工平台的移动。CNC2000数控卡丰富的I/O口还可用来实现如机床行程限位控制、检测各轴回零信号、空气压缩机起停、激光器冷却系统的开启和激光的通断等。利用其提供的后台可编程功能,可以检测各种开关量,实现面板操作,以控制程序运行和机床的手动调整。要完成整个激光焊接机床的控制任务,CNC2000数控卡还必须和PC机进行必要的通讯从而及时获取当前机床状态和激光头所处位置,以便实时地显示在桌面上并提供给用户用于交互,如各轴位置、激光器通断状态等。同时在机床加工时,还可以进行加工程序的输入、编辑等。而CNC2000数控卡则需要从PC机处获得加工程序,供DSP解释后进行实际机床动作。文中使用的是基于PCI总线数控卡,PC通过PCI总线与之交换数据。系统整体结构图如图1所示。
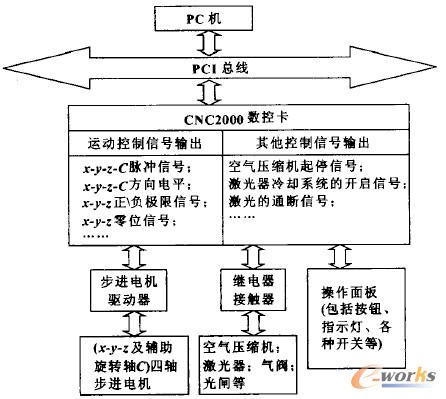
根据设计的系统结构图可知,PC机通过PCI总线数控卡进行通信,PC机通过软件系统进行编程,CNC2000数控卡则需要从PC机处获得加工程序,并供DSP解释后进行实际运动操作,包括四轴步进电机的运动、激光器通断、空气压缩机起停、激光器冷却系统的开启等。该控制系统的运动控制方式是P完全控制式。在PC机的扩展槽中插入运动控制卡CNC2000数控卡来控制步进电机。这种控制方式可以充分地利用PC的软件资源,结构简单,易于进行功能扩展。
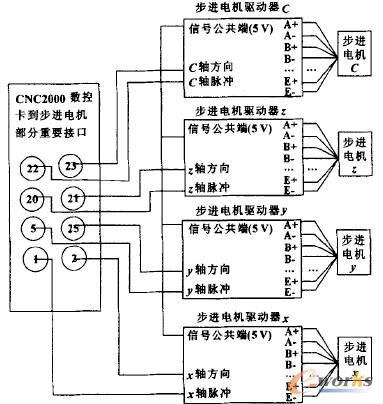
图2 CNc2000数控卡到步进电机的连接线数控卡与四轴步进电机驱动器及四轴步进电机接线连接好之后便实现了四轴步进电机控制系统。通过编写程序控制四轴步进电机的运动,可实现点位、直线、圆弧等插补的操作,具有循环、跳转等功能。通过简单、清晰的参数设置与程序编写使得四轴步进电机的运动控制方便和快捷。
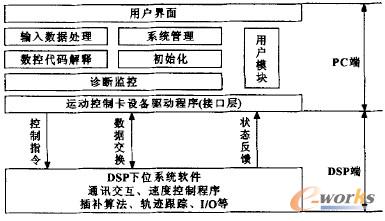
该软件主要分为上位PC机端和下位DSP端软件两大层次。这两层还可以细分成小的层次,其目的是在层和层之间建立比较完善的接口,便于以后物理和功能上的扩展。各层在统一定义的接口上向上一层提供服务。在实现整个系统的过程中,只需定义每层和其他相关层的接口,各层分另分实现自己的功能。而且针对不同的场合,将相应层次稍加修改便可应用,适应性好,也便于进行二次开发。
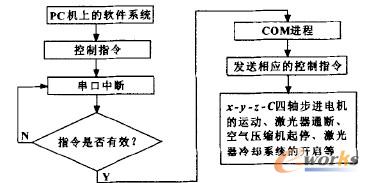
上位PC机软件先将各模块的信息扫描,并通过传感器导人软件,用软件提供的点、线、圆、圆弧及矩形等几何图形绘制加工轨迹,然后用路径优化算法就加工轨迹进行排序,转成G代码,再将G代码编译成加工指令,发送给CNC2000数控卡完成整个加工过程。上位机软件的难点主要有绘图系统、加工路径优化、G代码生成、G代码编译等。整个控制系统加工过程工作流程图可简要表示成图4所示。
文中研发的激光焊接加工机床所采用的软件系统为CNC2000数控系统,此软件系统基于聊ndows操作系统,采用DSP技术开发,硬件采用PCI接口, 具有四轴联动功能,可在Win200、WinXP、windows98、WindowsMe或Windows95下运行。

程序编写完成后可先空运行(试运行)一下,看整个工作平台是否按指定的要求工作,工件是否按给定的轨迹进行加工。如一切正常,可直接运行程序代码,步进电机会按指定的任务移动工作平台从而使得工件的焊接工作完成。
介绍了一种激光焊接加工机床的四轴步进电机控制系统,根据激光焊接加工机床的特征,构造了四轴步进电机控制系统的硬件系统结构图,设计了CNC2000数控卡与四轴步进电机驱动器及四轴步进电机的接线图,并对此系统的软件结构进行了介绍,通过实例说明了该控制系统实现激光焊接加工的过程。该控制系统可使得激光焦点位置控制与激光加工系统直线轴控制一体化,使光头运动轻便灵活,具有操作灵活方便、可靠性好、精度高等优点。
电话:18320800808
传真:18320800808
邮箱:hobbm@www.zzjhkg.com
地址:广东省深圳市龙华新区大浪街道

