
,其中发动机分别是代号为TU3AF的1.4L发动机、代号为TU5JP4的1.6L发动机、EW10(东风雪铁龙C5的那款2.0L发动机)、EW12(东风雪铁龙C5的那款2.3L发动机)四款。
二工厂总面积29268平方米,年产22万台发动机,加工设备共200台,5.5亿元的投资。整个工厂内有六个工段,其中
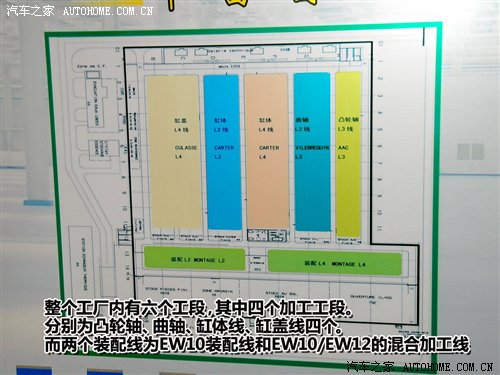
,分别为凸轮轴、曲轴、缸体线、缸盖线四个加工线L发动机装配线L发动机的混线加工线。四个加工工段没有先后之分,加工好四个部分后,统一送到装配线进行装配。
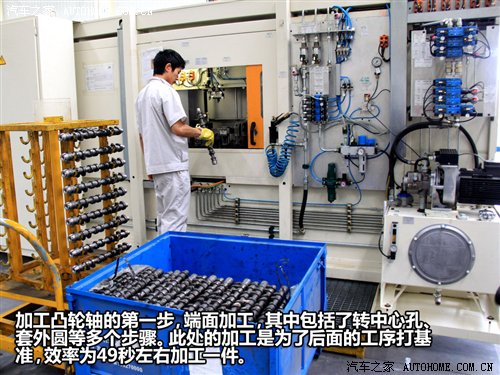

凸轮轴线种发动机的凸轮轴,其中包括EW10、EW12和TU5JP4三种。该加工线主要是将凸轮轴的毛坯件加工成成品。
大概过程是端面加工、粗车、抛光、磨等几个步骤。我们可以看到,这里的大部分设备都来进口设备,比如说德国LUK公司的磨床、德国LARU的端面加工机床、英国LANDIS的磨床等等。


。和之前的凸轮轴线一样,基本的加工过程为对轴颈(主轴颈和连杆轴颈)的粗加工、淬火、精加工等步骤。完成所有工序之后经过最后的检测、刻码。然后运送到装配线上。
,其他工厂可能采用的是几何中心孔来定位。而质量中心孔的好处是如果前面毛坯的平衡量、毛坯的稳定性如果不是很好,打质量中心孔对后面的加工和对所有加工设备的夹具都有保护作用。
在襄樊二发动机厂加工的是东风雪铁龙C5的2.0L、2.3L两种发动机的缸体,由于缸体是发动机的基础,很多零部件都是基于缸体装配的,所以对于缸体的加工主要集中在孔隙、面、缸孔的加工。

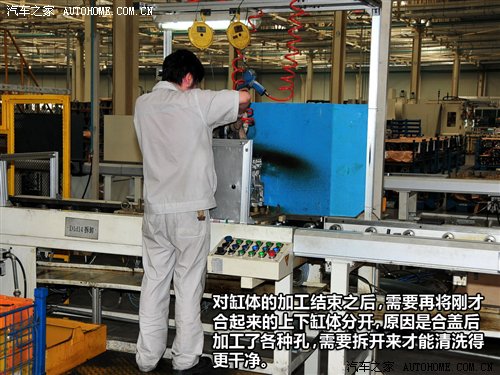
缸体分为上缸体和下缸体(主轴承盖)两个部分,缸体上线后分别对上/下缸体进行粗加工。这里采用的是科玛的高速加工中心,这种加工中心的切削速度达到两万转以上,可以获得非常高的切削的效率。据随同工程师介绍,该设备可以保证孔径的行位公差达到0.001mm的水平。
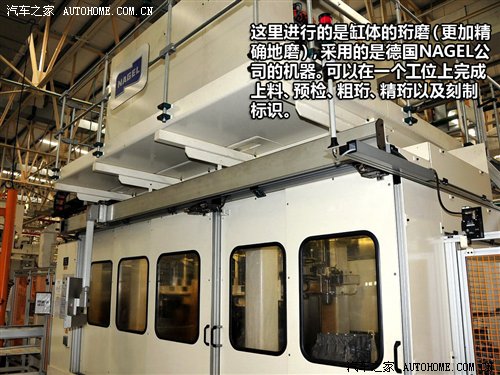
值得一提的是工厂的缸孔的珩磨引进的德国的全自动线缸孔珩磨机,这台设备可以五个过程在一台机器上完成,其中包括上料、预检、粗珩、精珩以及最后一个刻制,该设备自行识别钢体原料是不是合格,然后进行加工,这里的珩磨包括了平顶珩和网纹珩磨两种。即模拟磨合期的工作原理,在普通珩磨工艺基础上,再增加一道精加工――用磨石将缸孔表面网纹磨成平台状,为的是更好的保证缸孔的耐磨性。
这里,我们主要参观和介绍了三条加工生产线,从毛坯到最后的零件,曲轴、凸轮轴等无非是经过了磨、珩、车等等加工工艺,相信朋友们也已经了解得差不多了(缸盖线由于时间关系编辑没有参观),下面让我们一起来看看东风雪铁龙C5的发动机装配线吧,看看零部件是怎样一点点变成发动机的,同时也了解一下东风雪铁龙发动机的特别之处。

整个工厂有两条发动机装配线L。另外一条线可实现柔性化生产,装配EW10、EW12两种发动机。
曲轴安装之后,接下来要安装一个2.3L发动机的专用部件—AEB平衡箱。它由齿轮室上壳体(以及AEB上轴瓦)、齿轮室下壳体(以及AEB下轴瓦)、AEB垫片(2片)、AEB驱动轴、AEB从动轴构成。
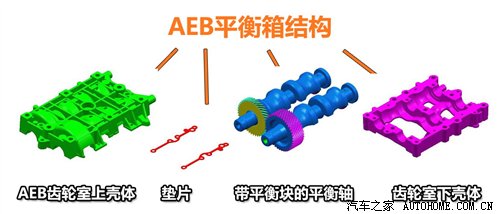
◆ AEB平衡箱线外合装:在装配线外,齿轮室上壳体(以及AEB上轴瓦)、齿轮室下壳体(以及AEB下轴瓦)、AEB驱动轴、AEB从动轴首先组装成AEB平衡箱。


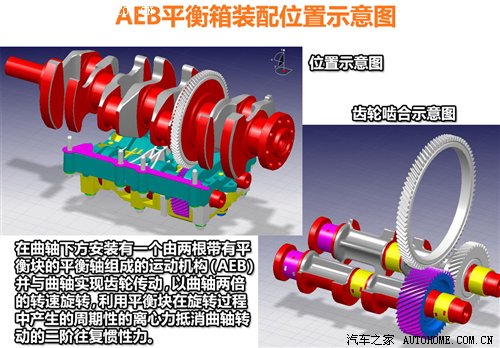
直列四缸发动机的运行过程中都会产生“二阶往复惯性力”,它是这种结构的发动机的最主要的噪声和振动的来源。
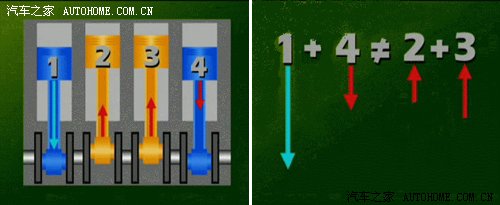
每一款追求安静和平稳的直列四缸发动机都会有消除二阶往复惯性力的装置,而东风雪铁龙C5的2.3L发动机上采取的方案就是“AEB平衡箱”。

接下来我们来看看皮带拉紧这道工序,这道工序主要是将自动张紧轮转配好,这个张紧轮又称为动态张紧轮。

整个系统由一个张紧轮、一个座轮、一个正时驱动皮带轮组成。在正时驱动皮带轮处有一个智能的型线,其运动的轨迹是一个异形的圆,其设计原理是提前建立一个模型并做计算,然后知道这个系统在什么时候出现什么样的震动,首先预计到这个震动,然后在设计型线的时候,让其发生一点角度的干涉,通过干涉去影响并消除掉凸轮轴的震动。这样设计的最大好处是延长了发动机皮带的使用寿命同时使发动机更安静。

另外值得一提的就是2.3L发动机上采用的微槽技术轴瓦,工程师先是拿着一个轴瓦让我们看其表面,究竟有什么特别之处呢?编辑看了半天并没有看出什么门道。
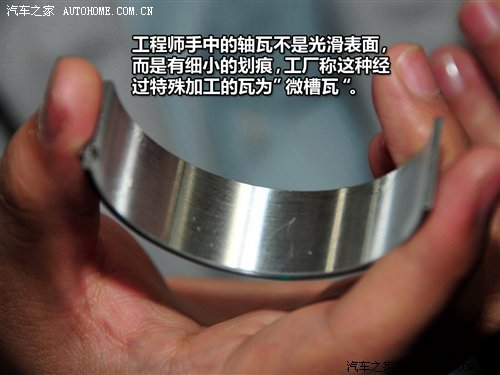
据工程师介绍,这种轴瓦在主承重区时可以使得轴和轴承之间的油更厚,高速运动时油的厚度能直接决定油所带走的热量;而在其他区域,不需要存储那么多油的时候,瓦内的小沟槽也可以帮助更好的排出多余的润滑油,同时油可以通过沟槽移动到需要的地方,减少摩擦阻力。
接下来就到了检查质量工序,质量门表示的严格控制的工位、控制的工序,这个工位还有一个密封检测在这里。同时编辑还发现,在整个流水线上面一共有三个返修区,工人或者机器在发现问题时就会将问题机器运送到这些返修区内,以保证更高的生产效率。
整个东风雪铁龙C5的生产过程探秘文章到此就告一段落了,相信朋友们对其新技术以及整个生产加工过程已经有了很深入的了解,接下来的我们将带大家走入“襄樊试车场”这一东风雪铁龙C5专属测试基地,襄樊国家级试车场,来揭开新车进入试车阶段的种种,尽情期待。(文/汽车之家 曾晓云 图/孙涛 曾晓云)

外观内饰的变换让新款的C5颜值明显提升,相比过去的特立独行风格,更容易被消费者接受,新增配置也为车型加分不少。从实测成绩来看,新款C5的表现中规中矩,乘坐舒适性依然是新款C5的核心价值所在。如果单看车型本身,我或许只能给它7分,因为紧凑的车内空间和一些不够人性化的小细节扣了分。但如果再结合价格来看,测试的这款顶配车型也才21.99万,如果终端再给点优惠,那性价比还是不错了,所以我又给它补回了1分。
新款雪铁龙C5给我印象最好的地方仍是底盘,扎实稳健的行驶感受是其突出的特点,对路面的振动过滤都比较到位,弯道中又能提供足够的支撑,值得肯定。动力方面,动力输出比较平顺,但会少了一点,全力加速也不会感到明显的推背感。加速和制动的成绩在同级别中处在中等水平,9.5L/百公里的油耗水平也是中规中矩。综合来说,雪铁龙C5不是注重运动的车型,而是偏向舒适休闲的风格,更适合在城市代步出行使用。
C5在我看来是一辆开着挺舒服的车,底盘调校是我比较喜欢的风格,非常稳,减振表现一如既往的出色。日常代步的线AT的平顺性也没毛病。这次升级包括外观、内饰以及配置提升,可在它身上仍然有些不够人性化的设计,这会提升大家适应的时间成本,体验欠佳。整体来看,它还是我们熟悉的C5,个性鲜明不从众。
初段加速有点肉,中后段还不错。底盘表现扎实,座椅乘坐舒适,噪音也挺。
电话:18320800808
传真:18320800808
邮箱:hobbm@www.zzjhkg.com
地址:广东省深圳市龙华新区大浪街道

