
随着续航里程的问题被逐步解决,快速补能日益成为消费者关注的焦点。800V正在成为新能源汽车行业的竞争新赛道,多家车企陆续推出新车型。我们观察到800V平台下,电压提升容易触及电机材料的耐压、绝缘上限,轴承中传统钢球的抗冲击、耐腐蚀、绝缘、疲劳强度有限,陶瓷球替代可以满足特殊工况的需要、或可成为新的方案。我们看好陶瓷球在新能源汽车上的替代趋势。陶瓷球产业链一直以来由海外企业主导,国内企业正在推进国产替代中,建议关注相关企业在车企端测试验证进展。
轴承是机械设备中的关键部件之一,极端工况下陶瓷轴承成为新选择。在轴承中,滚动体是决定滚动轴承性能的重要部件之一,陶瓷球轴承中将滚动体从钢制球替换为陶瓷球,得益于氮化硅陶瓷性能,陶瓷球轴承有较好表现。陶瓷球质量评价指标包括加工精度、断裂韧性、表面质量、疲劳寿命等。在生产工艺上,陶瓷材料硬度高、耐磨、耐腐蚀等的特性也导致陶瓷球的加工难度较高。在加工难度等影响下,陶瓷球成本也高于传统钢制球,也在一定程度上影响了陶瓷球的大规模放量。
在新能源汽车中,通常驱动电机的两端各有一个轴承。在800V高电压平台下,一方面电压等级提高与碳化硅使用会加剧轴承电腐蚀问题,影响轴承的寿命与可靠性,另一方面随着整车电压平台从400V提高到800V,电机转速也在持续提升,带来的电腐蚀与温升问题也会影响轴承性能。陶瓷球绝缘、热稳定性能的优势明显,可以有效应对800V升级后带来的挑战。应用端,特斯拉最早开始采用陶瓷球轴承,多数车企测试中。我们假设800V车型中陶瓷球为标配,预计2027年全球新能车领域陶瓷球市场空间达36.74亿元,24-27年CAGR达117%。
国外陶瓷球研究起步早于国内,应用领域从军事及航空,逐步延伸至机床,近些年开始用于新能源行业,包括新能源汽车与风电。产业链主要包括粉体、陶瓷球、陶瓷球轴承环节,以日本、欧美企业为主导。粉体环节,国内高品质氮化硅原料较少,国内企业主要从海外进口粉体,限制了国内陶瓷球的生产。陶瓷球环节,国内高端氮化硅陶瓷球90%依赖进口,国内企业加速替代中。陶瓷球轴承环节,国外企业产品力强、先发优势明显。
风险提示:陶瓷球替代进度不及预期风险,行业竞争加剧风险,技术路线变更风险,提及的产业链公司不代表对公司研究覆盖或投资推荐。
随着新能源汽车行业发展迈入新阶段,我们持续看好800V快充的趋势。我们观察到800V高压平台下,电压提升容易触及电机材料的耐压、绝缘上限,也对于轴承提出更高的要求。轴承中,传统钢球的抗冲击性能、耐腐蚀性能、绝缘性能、疲劳强度有限,陶瓷球替代可以满足特殊工况的需要、或可成为新的方案,本报告对于陶瓷轴承及陶瓷球环节进行分析。
轴承是机械设备中的关键部件之一,极端工况下陶瓷轴承成为新选择。轴承可以支撑旋转部件、减少旋转部件与固定部件之间的摩擦及降低磨损,广泛应用于工业自动化、高端装备、机器人、汽车制造、工程机械、国防、能源、航空航天及轨交等领域。轴承会影响机械设备的运行性能和精度等,随着应用环境和条件的多样化,对轴承的性能要求也越来越高。相比传统轴承,陶瓷轴承更加适用于高真空、极端温度、高速、强腐蚀等极端工况。
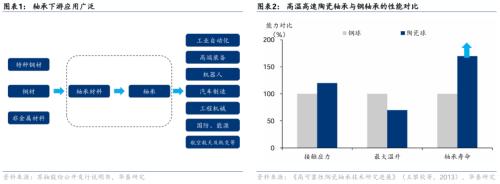
较传统钢制轴承,陶瓷轴承优势凸显。陶瓷轴承具备转速和加速能力高、寿命长、耐磨损、摩擦温升小、所需润滑极少、摩擦损失小、耐腐蚀性好、刚性大、承载能力高、耐热性好、耐久性高、扭矩低、无磁性不导电、绝缘性好、导磁率低、自润滑性等优点。陶瓷轴承可以应用的范围广泛,包括航空、航海、石化、汽车、电子设备、冶金、电力、纺织、仪器,以及超高真空环境、科研和国防军事等领域。

陶瓷球轴承属于混合陶瓷轴承、滚动轴承。陶瓷轴承按照材料构成,可以分为全陶瓷轴承、混合陶瓷轴承。全陶瓷轴承中,滚动体与套圈均为陶瓷材料;混合陶瓷轴承中,主要是仅滚动体为陶瓷材料,套圈仍为钢制。混合陶瓷轴承的性能优于传统轴承,且成本低于全陶瓷轴承,率先实现产业化应用,在新能源汽车中使用的也是混合陶瓷轴承。按照结构类型,可以分为滚动轴承(含滚动体,靠滚动体转动来支撑转动轴)、滑动轴承(不含滚动体,靠平滑的面来支撑转动轴)。其中,滚动轴承具有摩擦系数小、传动效率高、机械性能好的优点,是目前轴承行业中的主流种类;陶瓷球轴承也属于滚动轴承。

滚动体是决定滚动轴承性能的重要部件。滚动轴承一般由内圈、外圈、滚动体、保持架、密封件、油脂等组成。内圈和外圈统称为轴承套圈,是具有一个或几个滚道的环形零件。内圈通常固定在轴颈上,与轴一起旋转;外圈通常固定在轴承座或机器的壳体上,起支撑滚动体的作用。滚动体安装在内圈和外圈之间,用于承受负荷,其形状、大小和数量决定了轴承承受载荷的能力和高速运转的性能。保持架将滚动体均匀地相互隔开,使每个滚动体在内圈和外圈之间正常滚动。陶瓷轴承用的保持架主要由高温塑料尤其是PEEK制成,具有高稳定性及耐腐蚀性、耐高温性。油脂主要置于各组件间的空隙,起到减少机械摩擦、润滑和密封的作用。

陶瓷球的应用表现得益于氮化硅陶瓷性能。陶瓷球的陶瓷材料包括氮化硅(Si3N4)、氧化锆(ZrO2)等,目前作为轴承材料使用最多的是氮化硅。氮化硅相对分子质量为140.28,Si、N元素的电负性相近,以共价键结合。三维网络结构的强共价键带来了高机械强度,同时也能抑制硅原子、氮原子的自扩散,使得生产过程中烧结致密化所需的体积扩散速度和晶界扩散速度,以及烧结驱动力都很小。相比其他陶瓷材料,氮化硅虽然硬度、韧性并非最高,但是在发生失效时,氮化硅会类似于轴承钢失效一样局部剥落,而不是像其他陶瓷材料一样直接碎裂,所以更加适合应用于高性能轴承中。相比传统钢制球,陶瓷球具有低密度、高强度、热膨胀系数小、耐高温腐蚀、自润滑、抗滚动接触疲劳能力强等特性。

陶瓷材料硬度高、耐磨、耐腐蚀等的特性也导致陶瓷球的加工难度较高。陶瓷球的生产主要包括粉体制备、成型、烧结、精密加工4个环节,流程为先制备致密高强的陶瓷球烧结体毛坯,然后对毛坯进行精密加工,得到成品。
2)成型:氮化硅粉体硬度高、活性差,与传统钢制球通过液态冷却成固态再进行冷镦加工制成相比,成型难度较大。包括干压成型法、塑性成型法、浆料成型法和固体无模成型法。
3)烧结:将成形的材料送入烧结炉内烧结成陶瓷球毛坯。烧结助剂的选择与用量、烧结温度、保温时间及烧结方法等会影响烧结的效果。
4)研磨等精密加工:陶瓷球毛坯需经精密加工,其尺寸、圆度和粗糙度才能达到使用要求。相较于钢制球,陶瓷球由于其固有脆性、硬度大等特性,加工时容易使材料表面产生裂纹,其精密加工成本更高、周期更长。

在陶瓷球的加工过程中,机床的选择、加工工艺及参数(温度、研磨速度与压力等)等多因素均会影响其生产质量。为了保障陶瓷球的一致性和可靠性,通常需要采用低缺陷毛坯、低损伤加工工艺、无损检测。

陶瓷球质量评价指标包括:加工精度、断裂韧性、表面质量、疲劳寿命等。1)加工精度:我国国家标准《GB/T 31703-2015陶瓷球轴承 氮化硅球》按照外观、球直径变动量、批直径变动量等指标将陶瓷球划分为G3、G5、G10、G16、G20、G24、G28、G40、G60、G100级别,精度依次由高到低,其中G5以下属于高端陶瓷球。


2)断裂韧性:断裂韧性是指材料在受到外力作用时抵抗裂纹扩展和断裂的能力,断裂韧性高的材料在受到冲击或应力集中时更不容易断裂。由于陶瓷材料是典型的脆性材料,在受到拉伸或弯曲载荷时容易发生断裂,提高陶瓷球的断裂韧性对于确保其在苛刻工作条件下的性能和寿命至关重要。提高陶瓷球的断裂韧性的方法包括细化晶粒(增加晶界面积,阻止裂纹扩展)、纤维补强等。
3)表面质量:陶瓷球表面可能会产生夹杂物、气孔、麻点、擦痕、划痕、磨伤、裂纹等缺陷,会导致陶瓷球的局部应力集中,引起额外的摩擦和磨损,造成旋转过程中的不平衡,从而降低强度、断裂韧性、疲劳寿命,增加噪音与振动,影响可靠性与安全性。提高陶瓷球的表面质量的方法包括采用合适的加工工艺以及无损检测技术来控制和检测表面缺陷。
4)疲劳寿命:疲劳寿命是指在反复的应力或载荷作用下,陶瓷球能够承受多少次加载而不发生断裂或破坏的时间或循环次数。轴承工作时,长期的旋转和滚动会导致陶瓷球承受周期性的接触应力;当应力超过材料的疲劳极限时,陶瓷球内部或表面可能会产生微裂纹;随着载荷的持续作用,这些微裂纹会逐渐扩展,最终可能导致陶瓷球的断裂。提高陶瓷球的疲劳寿命的方法包括优化材料制备工艺、改进设计和采用表面处理技术等。
加工难度等影响下,陶瓷球成本高于传统钢制球。原材料成本方面,陶瓷球采用高纯度的无机非金属材料,成本通常高于钢材。此外,国内陶瓷球生产企业主要从海外进口粉体,成本较高。加工成本方面,陶瓷球的加工难度高于钢制球,需要特殊工艺,生产效率可能相对更低,带来更长的加工时间以及更高的加工成本。从精度、尺寸规格来看,一般精度等级越高、尺寸越大或者越小的陶瓷球,其生产难度与成本也越高。
在新能源汽车中,通常驱动电机的两端各有一个轴承。一端为固定端,用于轴向定位、承受轴向力;一端为浮动端,允许有轴向移动,用于承受轴的热胀冷缩带来的尺寸变化。这种设计有助于支撑电机的旋转部分,减少摩擦,提高效率,并且有助于电机的平衡与稳定运行。

新能源汽车驱动电机轴承相较于传统汽车轴承,在性能和设计上要求更高。新能源汽车的驱动电机取代了传统燃油汽车的发动机,作为核心部件,相对于常规电机,一般要求调速性强、高效区广、功率密度高、瞬时功率大、过载能力强、可靠性强。高性能的驱动电机需要配套高性能的轴。
电话:18320800808
传真:18320800808
邮箱:hobbm@www.zzjhkg.com
地址:广东省深圳市龙华新区大浪街道

